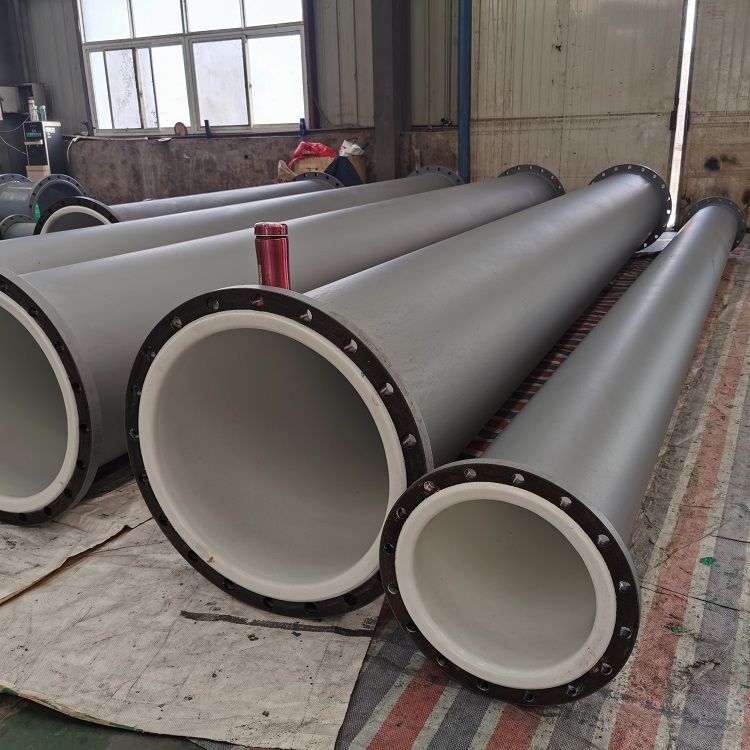
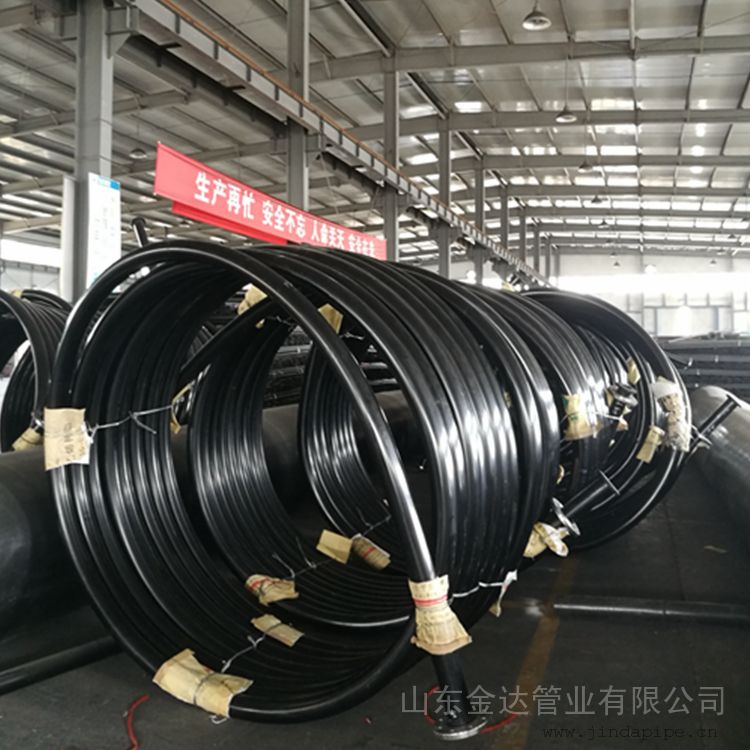
尾矿管道就选超高分子量聚乙烯管。选矿厂领导班子都会做出这样的英明选择。因为超高分子量聚乙烯管在尾矿上的应用,已经是非常成熟的技术了。超高分子量聚乙烯管具有其它任何管道所不具备的综合性能。具体表现在以下几个方面:
1、耐腐蚀性:在碱液中不受腐蚀,可以在80℃的浓盐酸中应用,在75%的浓硫酸、20%的硝酸中性能稳定,它对海水、液体洗涤剂也很稳定。
2、耐磨性:为目前所有的工程塑料中*优,为钢材的7倍。
3、表面光滑,摩擦系数小(静摩擦系数为0.07),具有良好的自润滑性能。
4、抗冲击性:抗冲击性为目前已知工程塑料的*高,是尼龙66的10倍,聚氟乙烯的20倍,聚四氟乙烯的8倍。而且能在极低温条件下使用。
5、抗老化性:抗老化性好,50年不老化。按ASTM方法测定(负荷4.6kg/cm2),热变形温度为85℃,使用温度可达90℃,特殊情况下,允许在更高的温度下使用。耐低温性能非常优异,在-269℃低温下,仍具有一定的机械强度,而没有脆裂迹象。
6、电性能:体积电阻大,达到1018Ω-cm,击穿电压达50KV/mm,介电常数为2.3。
7、卫生性:无味、无毒、无臭,本身无腐蚀性,具有生理惰性和生理适应性。
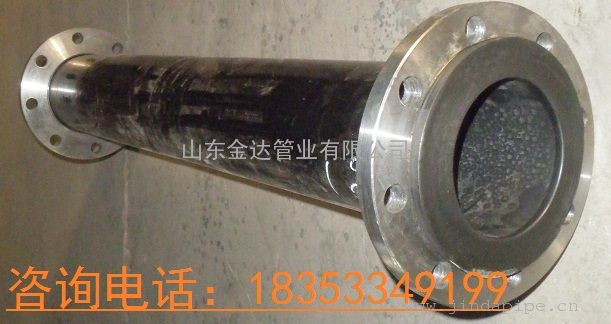
8、经济性:比重是钢的1/7,给装卸、运输、安装和使用带来了很大的方便。安装可以采用螺栓、法兰固定,或电热熔焊连接,快捷简便。
 扫一扫,手机浏览
扫一扫,手机浏览